|
Detalhes do produto:
Condições de Pagamento e Envio:
|
| Tamanho: | Tipo | Material: | CARBONETO DE TUNGSTÊNIO |
|---|---|---|---|
| Diâmetro: | Φ100-600mm | comprimento: | 1000-4000mm |
| papel do guia: | sução, sução, e pressão positiva | Aplicação: | Máquina do único facer de BHS TCY FOSBER |
| Realçar: | rolo do cartão da embalagem,rolo de doutor |
||
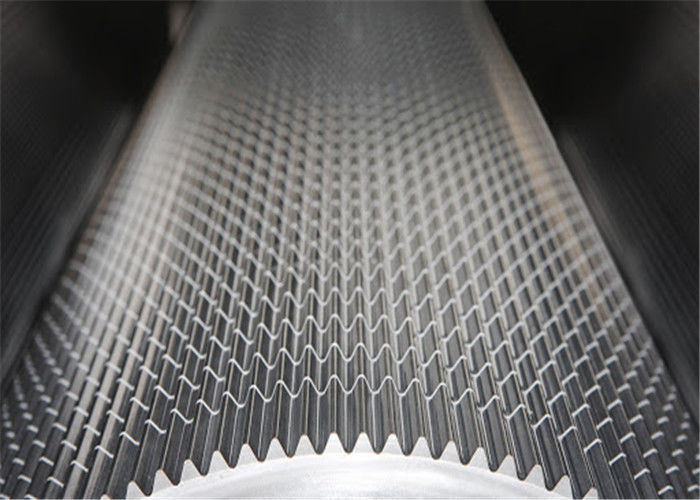
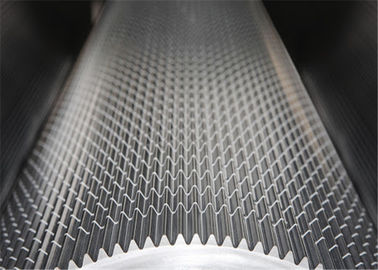
Especificação dos rolos de ondulação:
1. Forjamentos finos especiais do aço de liga 50CrMo para o rolo de ondulação
2. A dureza da unidade baixa na meio-frequência quenching>HRC58
3. A espessura do revestimento carbonizado antifrição do tungstênio está entre 0,06 e 0.07mm
4. A micro dureza do revestimento carbonizado HV>1250 do tungstênio
5. Dureza >75MPa da combinação
6. Porosidade metalográfica visível<0>
7. Projeto de aperfeiçoamento para o teste padrão da corrugação da economia
8. Precisão de alta velocidade do rolo
Tipo da flauta dos rolos de ondulação
| Tipo da flauta | Flauta | Teeth/300mm | Altura da flauta |
| UV | 30±2 | 4.6-4.9 | |
| C | UV | 39±3 | 3.6-3.9 |
| CB | UV | 44±2 | 3.0-3.4 |
| B | UV | 50±2 | 2.6-2.9 |
| PARA SER | UV | 66±3 | 1.9-2.1 |
| E | UV | 90±10 | 1.1-1.5 |
| F | UV | 124±10 | 0.7-0.8 |
| G | UV | 185±12 | 0.5-0.65 |
| N | UV | 200±15 | 0.4-0.5 |
| O | UV | 267 ou projeto | 0.25-0.35 |
Índice da precisão dos rolos de ondulação
1. Desvio alto do limite de tooth≤0.02mm
desvio 2.Limit do dente thickness≤0.015mm
desvio 3.Limit do dente profile±0.02mm
4.Tooth parte superior circle≤0.025mm
desvio do limite 5.The da igualdade do flanco face≤0.02mm do dente
6.Roughness Ra ≤0.4μm
desvio do limite 7.The de tooth±20”
O desvio do limite da altura de rolos médios e altos is±5%
Rolos de ondulação Advantange:
1. O revestimento é combinado firmemente com a carcaça para assegurar o uso a longo prazo do revestimento sem cair;
2, a dureza de revestimento são altos, vestem aumentos da resistência exponencialmente, vida são extensão linear;
3. A espessura de revestimento é uniforme e verificável, isto é, a precisão da roda ondulada pode ser garantida;
4. A aspereza de superfície antes de revestir o tratamento pode alcançar ra0.3-0.5um. Após a moedura com o cortador de roda especial da moedura do diamante, a aspereza de superfície alcança e é mais alta do que a aspereza de superfície do rolo duro galvanizado do cromo.
5. Coopere com o tipo UV e o tipo projeto ondulado de UVV, pode eficazmente melhorar a dureza do cartão, para reduzir a quantidade de pasta e o desperdício do papel de núcleo;
6, no uso do tipo ondulado, a teoria do uso e desgaste, garantia a longo prazo a taxa de papel inalterada;
7, rolo de ondulação desde o uso da máquina, a produção de cartão mantida na espessura, imprimindo o controle sempre liso, estável do cartão e a qualidade da caixa;
8. O revestimento é removido pelo método especial, e a placa da roda pode ser reutilizada;
9. A melhoria da vida útil reduz a frequência da mudança, que igualmente salvar custos do trabalho e do material;
![]()
1.Packing: Use a caixa de madeira da não-fumigação, ele é conveniente às operações de desalfandegamento. Podia salvar clientes mais tempo.
tempo 2.Delivery: Enviado em 60days após o pagamento
Inspeção do rolo de ondulação antes da instalação
(1) limpo e verificam a aparência de superfície ondulada de rolo ondulado (que inclui a qualidade do chapeamento de superfície).
(2) limpo e verificam todas as partes de fechamento da conexão (incluindo linhas internas e externos).
(3) verifique o diâmetro exterior e a altura média de rolo ondulado (a superfície inteira do rolo é dividida em mais de cinco pontos de medição de ambas as extremidades ao meio). Os pontos médios e altos da detecção são impares, e o meio e os dados altos devem ser simétricos em ambos os lados. Medida com o micrômetro do diâmetro externo da especificação correspondente (o micrômetro do diâmetro externo pode ser comprado geralmente pela empresa eletromecânica).
(4) verifique a altura ondulada do rolo. Tipo medida da agulha do medidor do seletor da profundidade (o tipo medidor da agulha do seletor da profundidade não é comprado atualmente em China, deve ser importado. Ou pode usar o calibre ordinário do seletor da profundidade para mudar o sistema).
(5) limpe e verifique o diâmetro e a aparência exteriores de cada engrenagem eixo de rolo ondulado, e meça o diâmetro exterior com o micrômetro de especificações correspondentes.
Pessoa de Contato: Mr. Maple
Telefone: +86 15103371897
Fax: 86--311-80690567